安物のドリル←1980円
削るやつ 丸、四角
三角のやつは吸気ポートの仕切をナイフ状に削った時に使用
その辺にある定規
1200番の耐水ペーパー

この時チャンバーは外した状態です
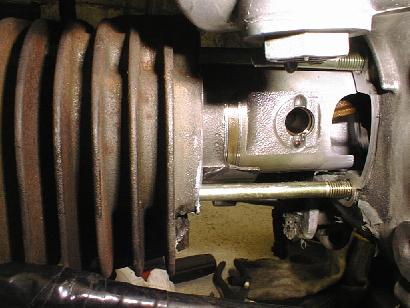
メットインジョグ(3KJ)の場合は写真のようにリアサスペンションを外さないとシリンダが抜けません
針金で後輪をロックしてます

外す前にネジを締めたり緩めたりしてネジを締める時の堅さを覚えて下さい、結構軽いです
錆びてない方がシリンダーヘッド
錆びてる方がシリンダー

シリンダーヘッドは簡単に外れますが、シリンダーがなかなか抜けない場合はつなぎ目をマイナスドライバーなどでこじ開けて下さい
あと、外すときはゆっくり外してガスケットが破れないように注意して下さい
外したらクランクケース内にゴミが入らないようにティッシュ(外道)をかぶせて下さい←本当は布がいい
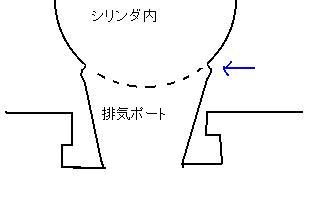
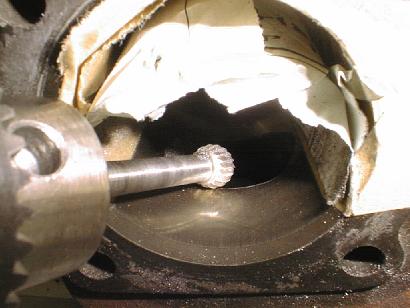
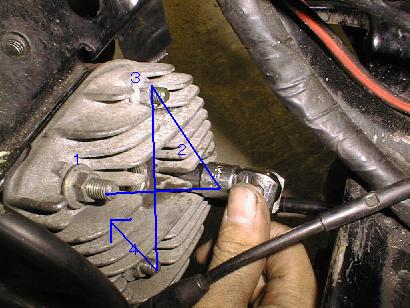
正面に見える穴がチャンバーに繋がっている排気ポートで横に見えるちっこい穴が吸気ポートです
前にポート加工してありますがなんかいまいち
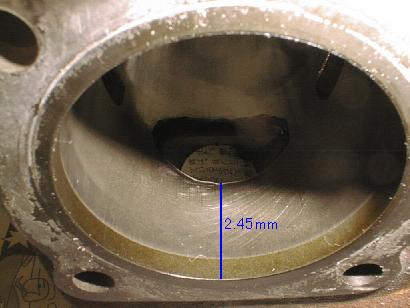
今の状況はポートからシリンダーヘッドのつなぎ目まで定規で計ったら245ミリありました
写真も2.45mmじゃなくて245ミリ(笑)
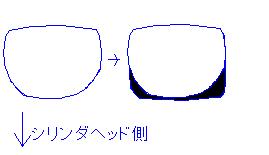
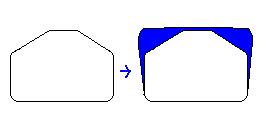
今回はこんな感じで削ろうと思います
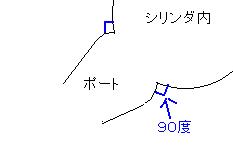
なるべくシリンダヘッド側のポートを平らにして排気が一気にブローダウンするようにします
初めての人はポート横幅も少し広げて下さい
注意!!50シリンダーじゃないので長さは目安にしないこと!!

1980円のドリルで回転数がもろ早いので
ウイーンって回してからスイッチを切りまだ残っている回転を当てていくと、ゆっくりの回転で削れるので失敗しません
とにかく少しずつ慎重に、どのくらい削ったか定規で計りながら削っていくのがコツです
これを削るときは絶対に低い回転で軽く当てるようにしてください。速い回転だと滑って変なところ削ったり、削りすぎになるので要注意です。
これをすることによりピストンリングが引っかかりにくくなりピストンリングがスムーズに動いてくれます
これをした後1200番ぐらいの耐水ペーパーをこの角に当てて更になめらかにして下さい
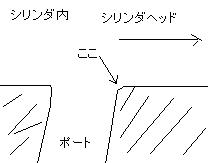

本当は丸く削るとダメです、少し楕円になるようにしましょう


やっと完成しました
この写真では排気ポートの上が丸く見えるけどほとんど直線です
まだまだへたれポートですね

破れたところも液ガスでくっつけます(爆)
組み付ける時はピストンリングの切り込みがストッパーの位置にあるのを確認し下さい
ピストンリングを手で押さえてシリンダにまっすぐ入れます
なかなか入りにくいけど力ずくで入れないようにしましよう
今回はヘッドガスケット(薄い金属の鉄板)を抜いて代わりに液体ガスケットを塗って更に圧縮比アップで加速アップ!!(バカ)

この後ピストンがシリンダの中心になるようにセンターだし
をします。これをやらないとエンジンが焼き付いて終了します
ここでやって欲しいのがたて置きシリンダー状態にしながらセンターだしをしてください。要するに後輪をロックしてウイリー状態にして下さい。
この時ガソリンがタンクからちょこっとっずつ流れますが気にしないでください(火気厳禁)
センターだしのやり方はシリンダが地面から直角になっている状態で10秒ほどセルを回して下さい
この時はまだウイリー状態。片手だけど頑張って。
締めかたは数字の順番に締めて下さい。これをすることにより、片方の締めすぎでシリンダーが斜めになるのを防止します
4カ所20度ぐらいずつ締めたらまたセンターだしをしてください、これを2~3回繰り返します
これでウイリー状態を戻していいです。戻すときは慎重にして下さいね。ガタンって戻すとシリンダがずれる可能性があります
ここでトルクレンチを使わないで締めるコツです
写真のようにソケットレンチを短く持って締めて下さい
これで微妙な力加減が出来るはずです
これでまた少しずつ交互に同じ力で締めていって下さい
そして初めばらした時に覚えておいた堅さになるぐらい締めて下さい。ちょっとぐらい堅く締めても大丈夫です
このやり方で今まで10回近く組み付けましたがまだ一度もトラブルが起こった事がないので大丈夫だと思います