 |
今回はNS50Fのシリンダーをポート加工します。 というか元々広くて良い感じ(笑) んで、気になるのが排気ポートの上にある段差、そこから一センチ上にもまた段差。 なんすか、この段差は?(汗) あと、ゴミ吸ってガジッた跡も結構ありますね。 |
 |
下から見た排気ポート 定規で適当に測った数値だけど、ポートの高さは大体24mm。 形状はポートの頭がドーム型になってて低速トルクをカバーしてます。 |
 |
これが削った後のポートです。 結構シリンダーの表面が傷んでたので、800番ぐらいのペーパーで慣らしたあと、300番のペーパーでクロス状に撫でて傷をつけました。 んで、どんな感じに削ったかというと、低速を無視してポートの頭は平らにしました、 で、肝心なタイミングは0.5ミリぐらい削って23.5mmぐらいです。 横幅はこれ以上広げると結構ヤバイので広げてません。 仕上げにポートの削った部分はピストンリングが引っかからないようになめらかにしておきましょう |
 |
これが逆から見た排気ポートです。 組み付けるときは吸気、排気共に0.5mmタイミングを上げるために定番のベースガスケットを二枚重ねにします。これも低速が死んで上がドッカンになる改造です。 で、その後に重要なのが下がった圧縮比を上げないといけません。 後期型のヘッドガスケットは3枚重ねで分厚いから、バラして薄いの一枚だけにします。それで大体ノーマルぐらいに圧縮比は戻ってくれます。 しかし、本格的にするならヘッド面研で0.3ミリほどヘッドをけずりましょう。 後期型だったら相当面研を頑張らなきゃね |
 |
んで、次は掃気ポートの加工です。 |
 |
全体的に微妙に広げて真ん中の仕切はナイフ状にけずりました。効果あるのかな?(汗) クランクケースを削れる人はもっと吸気ポートを広げるといいですね。 |
 |
次に吸気の抵抗を減らすために吸気ポートを加工します。 |
 |
これが加工したあと、シリンダーのスカートは斜めになってる要らない部分だけ削り取ってポートを拡大、真ん中の仕切も細くします。多分仕切は2ミリまで削ってもOKだと思います。 |
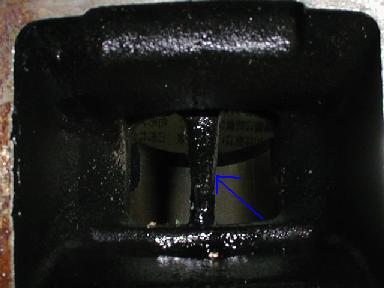 |
リードバルブの部分から見た吸気ポートです矢印の部分の仕切はナイフ状に削ります |
 |
こんな感じですね。 |
 |
で、とどめにピストンを加工します。 自分はピストンリードバルブ方式はあまり理解できてないけど、吸気のタイミングを早めるのが目的です。 加工は青い線の部分をカットします。 削りすぎるとピストンがかち割れるので注意。 |
 |
これが完成品。 デジカメ取るの忘れてた(笑) |