 |
クランクシャフトの”曲がり”は大まかにこの二種類あります ピンを中心にウエイト(クランクの重りの部分)がズレるか広がり、閉じ、の2種類です。 あと、ピンから90度の方向に広がりもありますがこれはかなり厄介!! |
 |
まずは測定します、測定方法にもいろいろありますがシャフトの両端を針のような物で押さえる方法が一番精度が高いです。 安く済ませるなら写真のようになんちゃってV字ブロックにベアリングごと乗せるのが手っ取り早いですがベアリングを通じてるので一番精度が悪い方法です(汗 しかもフロアの上ってのが更に精度を下げ、やる気の無さが感じられます。(死 でも1/100ミリ程度ならこれで十分、でも1/1000出すのは無理。 ある程度金かけるならちゃんとV字ブロック買ってスライス板の上でベアリング外して測定しましょう。 ダイヤルケージの使い方はシャフトに垂直にあてて使ってください、写真は斜めってますが・・・ |
 |
ここでばこま流芯出し方法です(V字ブロック方式の場合) 高い位置=ダイヤルゲージが時計回り方向で一番高い位置 高い位置が1の場合 クランクが開いています、A部分を万力等で挟んで閉じましょう(写真3参照) 高い位置が2の場合 クランクが閉じています、B部分をタイヤレバーで開く、くさびを打ち込むなどしてで広げましょう(写真2参照) 高い位置が3の場合 クランクがピンを中心にC方向にズレています、C部分を叩きましょう(写真1参照) 高い位置が4の場合 クランクがピンを中心にD方向にズレています、D部分を叩きましょう (写真1参照) 高い位置が1と3の間の場合 C方向にズレと開きの複合 高い位置が3と2の間の場合 C方向にズレと閉じの複合 高い位置が2と4の間の場合 D方向にズレと閉じの複合 高い位置が4と1の場合 D方向にズレと閉じの複合 |
 |
ダイヤルゲージではどの方向にズレや広がりが出ているか分かりにくい場合はウエイトの上に精度の出た平らなものをのせて隙間を見る測定法もあります。 今回の芯出しではカッターの刃を使いましたが隙間へ光の入りも良く分かりやすかったです。 ズレは上の図のウエイトD、C点 広がり、閉じはウエイトA点に平らな物を置いて測定します。 |
| ばこま流芯出し手順 まずクランクの測定をします 大体のクランクがズレと開き、閉じの複合ですね。 ズレと開き、閉じがある場合はまず左右少しずつズレを確実に直しましょう! ズレが完全に直ると左右とも図のクランクA点もしくはピンの位置で測定の”高い位置”が出ます。 このようになるまでウエイトを叩いてズレを修正してください。 ズレが直ったら最後に開き、閉じを修正します、こいつも場所を少しでも間違うと変な方向に開いて大変な事になります。 変な方向に開いたら自分の場合ウエイトを叩いたら直りました、そしてまた1からやり直しです(汗 プロはこの作業を10分程度でするらしいです、恐るべし職人芸!! 精度について 精度についてですが俗に言う芯出しクランクはぶれが1/100mm以内。 メーカー指定は測定方法が両端を押さえる方法なので同じとは言えませんが5/100mm以内。 ぶれが3/100mm以上ずれていると目視できるほどベアリングがぶれています、ケース装着時はベアリングは完全固定なので ベアリングがぶれる=抵抗になります しかもベアリングの玉に無理な力が加わってるのでベアリング自体の寿命にもかかわってきます。 この抵抗を減らすと高回転の伸びが別物になります、1/100mmとはいえどももなめちゃいけません。 |
|
 |
写真1 ウエイトの叩き方 アルミ板を噛ませてドカンと一発!! 叩く度にダイアルケージで測りましょう 何十発も叩くとウエイトとピンの圧入が弱くなり、ねじれやすいクランクになってしまうので注意!! プロは2〜3発で決めます。 |
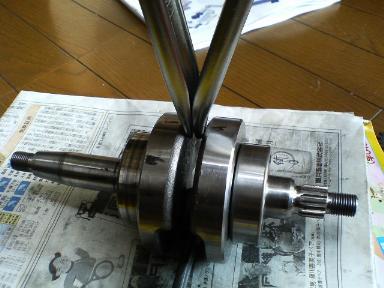 |
写真2 ウエイトの開き方 ピンの正反対方向にタイヤレバーを噛ませて開きます、くさびを打ち込んで開く事も可能。 確実に正反対方向に入れないとピンの90度方向に開きや閉じが発生して面倒になるので注意!! |
 |
写真3 ウエイトの閉じ方 ピンの正反対方向を万力の角を使ってピンポイントに挟みます。 こちらも場所がずれてると変な方向に開きや閉じが発生して面倒です。 |